O painelcolmeia atende aos requisitos de hoje para mobilidade e inovação em produtos derivados de madeira, revolucionando o fabrico de móveis e design de interiores em geral. Apenas uma placa pode oferecer uma verdadeira economia de peso alveolar sem afetar o desempenho mecânico.
É um material originalmente concebido para a indústria aeronáutica, com uma utilização crescente na indústria moveleira.
Foram várias as propostas desenvolvidas com o objectivo de ter um material que satisfaça a leveza e resistência mecânica. Possivelmente por serem os mais adequados a estas condiçõeschamaram, portanto, a atenção para as estruturas e os fabricantes de móveis.
Foi um longo processo de desenvolvimento, incluindo técnicas de testes de carga nos painéis e do hardware usado. O conhecimento acumulado assegura as competências necessárias para conduzir, juntamente com o cliente, o desenvolvimento de programas abrangentes de móveis com painéis colméia.
As aplicações do painel do favo de mel são muito variadas. No sector moveleiro em forma de kit, o material afirmou-se rapidamente e que, sem ser aproveitado, no entanto, deixou sozinho todo o seu potencial. Outras aplicações como o produção de móbiliário modular para salas e dormitórios, móveis para escritórios e entidades públicas, pequenos móveis e cozinha. As vantagens no peso e economia de recursos é enorme.
Muitos são, portanto, as indicações que apontam para um futuro promissor para o painel colmeia, que, devido às suas propriedades, poderia tornar-se uma concorrência séria para o aglomerado de particulas..
Os sistemas de fixação entre placas é constituido por acessórios e ligadores especialmente produzidos para este tipo de paineis. Actualmente o preço destes acessórios ainda constitui uma desvantagem da fase de acabamento e montagem de mobiliário com este tipo de derivado de madeira.
Claro que os resultados são empressionantes, no sentido em que podemos ter uma peça de mobiliário de grande tamanho, grande espessura, a mesma resitência mecânica, mas com um peso reduzido.
Empresas do ramo dos contraplacados investem cada vez mais, no sector de produção, referente à qualidade do meio ambiente, por exemplo no controle de qualidade de água e reaproveitamento da mesma.
CAIXA DE DECANTAÇÃO
No processo de fabrico de contraplacados utiliza-se de cola para unir as lâminas de madeira. Na etapa de colagem destas lâminas, o equipamento utilizado fica sujo com cola. Neste caso, as batedeiras de cola e as passadeiras de cola, são lavadas. A água resultante desta lavagem é encaminhada para uma caixa de decantação (Figura seguinte), onde é a água é separada dos residuos sólidos.
Quando a caixa de decantação chegar ao seu limite de capacidae, esta é limpa e o material retirado pode ser incinerado no forno da caldeira.
O painel colmeia é um painel composto de forma estrutural em sanduíche, concebido para fortalecer as estruturas primárias e secundárias, poupando tempo e reduzindo o trabalho em fábrica. É produzido com liberdades apertadas e é fácil de cortar, moldar e perfurar. Disponível numa diversa escala de cores e formas do favo de mel com revestimentos de desempenho.
Oferece um nível excepcionalmente elevado para a relação de peso, resistência fazendo com que estes painéis sanduíche possam idealmente substituir Contraplacados e OSB em aplicações onde é necessária a redução de peso.
A construção do painel Sanduíche é uma técnica na qual, as folhas são ligadas a um material de baixa densidade, entre dois módulos de alta resistência.
Estrutura dos painéis colmeia
Os painéis colmeia consistem de três elementos básicos:
• Capas (lado superior e lado inferior, 4 mm a 8 mm)
• Núcleo (colmeias hexagonais, onduladas ou quadradas)
• Moldura de madeira maciça (opcional com ou sem moldura)
Características dos painéis colmeia
Os painéis colmeia possuem qualidades excelentes para o fabrico de móveis e para decoração e equipamento de lojas.
- Redução do peso
- Alta capacidade de carga
- Alta estabilidade
- Vida útil longa
- Vãos grandes
- Praticamente sem flexão
- Transporte optimizado
- Montagem fácil
Aplicação dos painéis colmeia
Os painéis colmeia são apropriados para as mais diversas aplicações nas áreas de cozinhas, salas de estar e quartos.
Por exemplo:
- Móveis residenciais
- Mesas de conferência
- Tampos de cozinha
- Prateleiras
- Mesas de escritório
- Móveis para lojas
Processamento de painéis colmeia
Os painéis colmeia podem ser trabalhados com máquinas convencionais:
- Serrar - Como aglomerado, se possível com unidade de riscador (de acordo com as especificações do fabricante da ferramenta)
- Furar - Como aglomerado
- Fresar - Contra o avanço
- Folhear - Para painéis sem moldura, observar e revestir à pressão de prensagem
- Colar bordas - Com bordas “Rehau e Döllken”- exemplos
- Recorte Com perfil em “T” Innofix para suporte do lava-loiça dos cantos de recorte, fixação da pia e vedação da água
Ferragens para painéis colmeia
Existem ferragens apropriadas para painéis colmeia sem moldura, segundo conectores desenvolvidos que permitem construções de grande estabilidade e capacidade de carga para este material inovador. Para o fabrico de móveis com painéis colmeia, estão à disposição da indústria e dos marceneiros, além das ferragens já conhecidas, ferragens especialmente desenvolvidas apenas para este tio de painéis.
Ao falar em produtos derivados de madeira, pode-se referir o MDF – Aglomerados de fibras de densidade média ou “Médium Density Fibreboard”. Justificando-se como o produto derivado de madeira com melhores condições para substituir de facto a madeira maciça. Devido Às boas propriedades do materiel, o consumo mundial tem vindo a aumentar de uma forma contínua, podendo ser perfeitamente adequado para responder aos requisitos das aplicações de mobiliário ou pavimentos, respeitando a necessidades de resistência à humidade ou ao fogo, de baixa densidade ou moldabilidade ou mesmo para utilizações na construção. O MDF apresenta uma superfície macia ideal para lacagem, de elevada maquinação e homogeneidade.
Existem diversos produtos de Aglomerado de Fibras MDF no mercado dependendo das aplicações, destino final:
♦ MDF “Standard (ST)”: Com uma superfície macia, sem descontinuidades e uma estrutura que o torna extremamente fácil de trabalhar. O MDF standard é muito versátil, tendo sido concebido especialmente para o fabrico de móveis e componentes com exigências elevadas de maquinabilidade e acabamento. A sua ampla gama de espessuras assegura uma excelente cobertura das necessidades da indústria de mobiliário.
MDF “Pavimentos”: A estrutura e densidade deste tipo de MDF tornam-no na solução adequada para aplicações que exigem características de resistência mecânica e que estão sujeitas a elevado desgaste, como é o caso dos pavimentos. As suas superfícies macias e uniformes permitem o revestimento com qualquer tipo de material para pavimentos.
MDF “Pavimentos resistentes à humidade (MR)”: Combinando a estrutura e densidade típicas de um produto para pavimentos com características especiais de resistência à humidade, este tipo de MDF é uma solução acertada para aplicações de pavimento em áreas mais sensíveis a humidades ocasionais.
MDF “Baixa densidade”: Aglomerado de fibras leve mas muito resistente, é a solução ideal para o fabrico de portas de guarda-roupa de grandes dimensões ou para todas as situações em que é necessária a performance mecânica e física de um MDF, mas com restrições especiais de peso. É muito utilizado na montagem e decoração de lojas, mesmo quando são especificados sistemas especiais de fixação dos painéis, especialmente em situações em que é necessária uma qualidade elevada e consistente do material
MDF “Resistente à humidade (MR)”: Combinando um excelente desempenho em termos de maquinagem com a sua elevada resistência à humidade, é uma solução ideal para designs especiais de mobiliário de cozinha e casa de banho. Além disso, este MDF resistente à humidade, pela sua excepcional aptidão para operações de maquinagem, lixagem e acabamento, é um material de referência para a fabricação de caixilhos de portas e janelas, lambrins e outros componentes para a construção.
MDF “Superlac”: Para situações especiais como, por exemplo, portas de cozinha lacadas, o MDF superlac, com características especiais de aptidão da superfície à lacagem, permite uma redução bastante significativa nos tempos de acabamento e no consumo de lacas, garantindo, ao mesmo tempo, uma excelente qualidade da superfície.
MDF “Molduras e perfis”: No âmbito dos acabamentos existe este MDF com determinados tipos cuja utilização se destina à aplicação em molduras e perfis, quer como complemento na indústria da construção, para portas e pavimentos, quer para a produção de certos elementos integrantes do mobiliário.
MDF “Moldável”: Este tipo de MDF apresenta-se com uma das faces ranhurada para utilização em aplicações que exijam a flexibilidade do material, permitindo a execução de formas mais ousadas, inexequíveis com outro tipo de material, como é o caso de curvas, ondulações e desenhos arredondados.
Em empresas de dimensão considerável, processo de produção de contraplacados inicia com a selecção de árvores, separando segundo diversos parâmetros de qualidade. Essas árvores são transformados em toros e, após aquecimento e laminação, são submetidos à secagem.
São aproximadamente 15 as etapas necessárias para a produção do contraplcado:
1. Os Toros são cozidos:
O cozer dos toros é o processo que precede a laminação dos mesmos. Tem como intuito amolecer as fibras da madeira, tornando-a mais flexível de forma a minimizar o surgimento de fendas, aumentando a resistência e a tracção perpendicular da madeira. A qualidade da lâmina tem uma relação directa com tempo e temperatura a que será sujeito.
Os toros permanecem armazenados em estufas aquecidas a vapor, de 6 a 8 horas com temperatura de aproximadamente 160°C.
2.Processo de Laminação:
Desenrolo
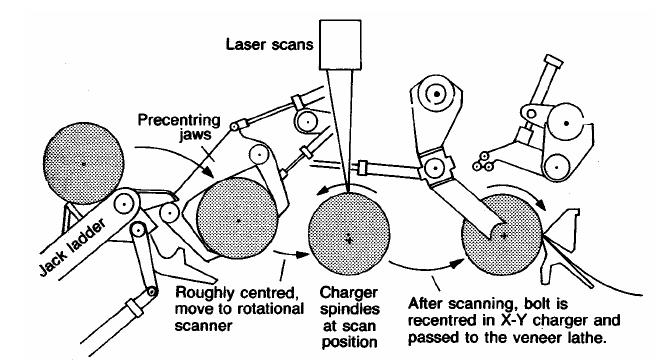
Após a etapa anterior, os toros entram no torno, ou desenrolador, que é o equipamento utilizado para a obtenção das lâminas contínuas através de cortes paralelos. O seu processo caracteriza-se por um processo de desenrolamento do toro, e as lâminas são alcançadas a partir de uma superfície curva.
No corte rotativo, 90% do folheado é aproveitado para folhas utilitárias e painéis estruturais.
Valores aproximados:
Velocidades de desenrolamento: 50 - 300 rpm
Produção: 30 -350 m/min
Tronco de pinheiro Ø 30 cm desenrolado ≈ 20 segundos
Centragem Toro
Geometria de corte
Barra de pressão
A barra de pressão comprime ligeiramente a madeira antes da entrada da faca.
É fundamental para uniformidade da espessura da folha menorizar o problema das fendas.
Pressão correcta, com compressão a 93% da espessura da folha.
Pressão insuficiente. Fendas grandes na face frouxa
Guilhutinagem
1 Madeira
2 Faca
3 Barra de pressão
4 Fixação da peça de madeira
5 e 6 Distâncias gume - barra de pressão
7 Ângulo de corte
Geometria de corte
Distâncias faca - barra de pressão
d1 vertical
d2 horizontal
P- Barra de pressão
K - Faca
Folheado (d = e)
Efeitos decorativos
Cortar folhas segundos vários planos para originar efeitos estéticos
3. Acerto das Lâminas:
Após a laminação, as folhas são transportadas para uma guilhotina que, através de cintas, são aparadas segundo medidas especificas para cada tipo de placa. São também separadas as lâminas para a produção, as que possuem resíduos da casca ou se encontram partidas. Após a separação são encaminhadas para um triturador, sendo utilizado como combustível para o funcionamento da Caldeira.
4. Secagem:
A secagem consiste num processo de retirada da água até um determinado teor de humidade, com consequências mínimas nos defeitos, no menor tempo possível e de forma metódica.
O objectivo da secagem das lâminas é ceder as condições adaptadas para a formação de painéis, onde durante a prensagem, a quantidade de humidade influencia a velocidade de solidificação do adesivo.
É de lembrar que quanto menor o teor de humidade da madeira, maior será a velocidade de cura ou solidificação do adesivo.
Secadores:
Câmaras metálicas
Comprimento 8-30 m
Largura ≤ 5 m
Secagem em contínuo
Controlo da temperatura, circulação do ar e velocidade do folheado 60-80º C
Transporte por rolos:
Contribui para aplanar o folheado, não sendo apropriado para folheado frágil.
Secador de cinta
Valores tipicos da tempera do ar de secagem: 80 - 110ºC
Secador de jacto de ar
Secador de tambor
Secador de tambores perfurados: Apropriado apenas para folheado fino: aderência por vácuo
feitos de secagem: Ondulação, fendas, manchas
Um dos factores de maior importância na produção de contraplacados refere-se ao teor de humidade final das lâminas. Neste processo as lâminas passam por secadores, onde todo o processo se conclui-se em aproximadamente 20 minutos.
5. Classificar as Laminas:
As lâminas são separadas de acordo com as suas características físicas. A classificação das lâminas refere-se ao uso das mesmas como capa ou contra-capa. Esta classificação é feita da seguinte maneira:
Classe A: Lâmina limpa sem nós ou falhas;
Classe B: Presença de nós com pequenos diâmetros;
Classe C: Apresentam poucos defeitos;
Classe D: Poderá apresentar algum tipo de defeito;
6. Colagem das folhas:
Este é o processo em que a lâmina recebe cola e/ou resina. A cola é preparada de acordo com as exigências de resistência do contraplacado e tipo de madeira que vai ser colocada. As principais matérias-primas empregues no processo de colagem são:
• Resinas Fenólicas WBP;
• Extensores (substâncias á base de amido ou proteína com alguma acção adesiva e que são adicionados na composição dos contraplacados);
• Água: Ajusta a viscosidade da cola pronta.
7. Montagem dos paineis:
A montagem é o processo em que são formadas as várias camadas do contraplacado. Essas camadas organizam-se de forma que as fibras de uma camada sejam perpendiculares às fibras, das camadas abaixo e acima desta. Usa-se um número ímpar de camadas, sendo que as folhas externas são chamadas de capas e as internas de miolos.
8. Assemblagem:
É o tempo de descanso dos painéis após a montagem. Esse descanso possibilita a permuta e a penetração da cola nas lâminas. O tempo mínimo para a assemblagem é de 40 minutos e o máximo é de 12 horas. Estes dados são fornecidos, geralmente, pelos fabricantes das resinas utilizadas.
9. Pré-prensagem:
Esta etapa consiste na prensagem a frio dos painéis logo após a montagem, para a transferência da cola das camadas internas. Neste processo evita-se a rápida secagem da cola aplicada.
10. Prensagem:
A prensagem é feita a quente por meio de mecanismos a vapor, onde os painéis ficam submetidos a aproximadamente 1min p/ milímetro a 130 graus para a cura da cola.
11. Reparação:
É a utilização de massa ou reparadores sintéticos para reparos de pequenos defeitos em painéis de contraplacados.
12. Maquinação:
É o processo em que as placas passam pela esquadrejadora, onde são feitos os acabamentos laterais.
13. Lixagem:
Os painéis contraplacados passam pela lixadeira com o intuito de alisar as faces das placas.
14. Acabamento:
Esta etapa consiste na aplicação de gesso para a cobertura de possíveis defeitos e reparos de nós e fendas.
15. Embalamento:
Os painéis são colocados em cima de pallets que depois seguem para a finalização do acabamento. Após isto são amarrados com fita de aço e protegidos com cantoneiras, onde esta fita passa, assegurando o maior cuidado e segurança possível com o produto.




 Muitos são, portanto, as indicações que apontam para um futuro promissor para o painel colmeia, que, devido às suas propriedades, poderia tornar-se uma concorrência séria para o aglomerado de particulas..
Muitos são, portanto, as indicações que apontam para um futuro promissor para o painel colmeia, que, devido às suas propriedades, poderia tornar-se uma concorrência séria para o aglomerado de particulas..