Eram pequenas peças, obtidas de valiosas e selecionadas madeiras, que se destinavam a confecção de luxuosas peças de mobiliário pertencentes aos reis e príncipes. As recentes descobertas arqueológicas revelam a existência de peças em madeira que são verdadeiras obras de arte, tais como: O trono encontrado na tumba de Tutankamon, que reinou de 1361 a 1352 a.C., confeccionado em cedro revestido com finas lâminas de marfim e ébano; uma cama feita em borne, que apresenta algumas características essenciais do moderno painel de contraplacado na cabeceira.

O estudo dessas valiosas peças de madeira, comparados às técnicas de produção das lâminas e aos tipos de adesivos empregues, ainda provocam especulações. Acredita-se que as lâminas eram obtidas a partir de serras manuais, e o alisamento da superfície destas através de material abrasivo, provavelmente a pedra-pome. Quanto aos adesivos empregues, é aceite a hipótese de que fossem à base de albumina. As civilizações Assírias, Babilônicas e Romanas, posteriores à Egípcia, também promoveram avanços no uso de laminados e, certamente, com grande influência desta última.
Período Obscuro
A Idade Média é conhecida como o período obscuro, por causa da opressão política e eclesiástica ao pensamento criativo, interesses culturais e atividades artísticas, e isto ocasionou uma longa estagnação na evolução. Esta só ressurgiu no período do Renascimento (Europa nos séculos XIV, XV e XVl), principalmente durante o reinado de Luiz XV, quando os trabalhos artísticos em madeira e a laminação reviveram.
Em 1650 as lâminas ainda eram obtidas por meio de serras verticais, mas um forte impulso surgiu a partir da patente da serra circular, em 1777, por Samuel Miller, embora já existissem desde a idade média, e da serra de fita em 1808, por William Newberry. A partir da introdução da serra circular na indústria inglesa em 1805, houve um grande avanço na laminação de madeira, principalmente com o advento da primeira patente de uma serra circular específica para laminação, concedida a um mecânico francês em 1812, e deu emprego pela indústria a partir de 1825. Estas serras, geravam uma grande quantidade de resíduos, o que levou ao surgimento da primeira máquina laminadora por faqueamento, patenteada por charles Picot em 1834 na França, embora cerca de 30 anos tenham sido necessários para que um modelo suficientemente eficaz e seguro surgisse.
A base do surgimento da indústria de contraplacados foi o grande progresso na manufatura de lâminas de madeira, principalmente com o surgimento do torno desfolhador, que possibilitou uma produção económica em massa de lâminas de madeira. A primeira máquina a produzir lâminas contínuas, por faqueamento de toros em torno desfolhador, surgiu em 1818. Entretanto, nos E.U.A., existe uma patente de torno laminador de 1840 concedida a Dresser e, na França, outra, concedida a Garand, em 1844. Neste processo, os toros possuíam, normalmente, 2m de comprimento e a velocidade de laminação situava-se na faixa de 4 a 5 m/min. Essas máquinas possuíam um ajuste vertical da lâmina de corte, e a barra de pressão já se encontrava em uso.
Pioneirismo
As primeiras indústrias a produzirem lâminas de madeira surgiram na Alemanha em meados do século XIX e, um rápido desenvolvimento e aperfeiçoamento nos tornos laminadores contribuiu para a evolução da indústria de contraplacados. O emprego das lâminas de madeira torna-se mais significativo a partir dos séculos XVIII e XIX, quando importantes peças de mobiliário foram confeccionadas, tais como o "Bureau de Campagne" de Napoleão, folheada com jacarandá da Bahia, e a introdução do contraplacado no fabrico de pianos de cauda, realizada por Steinway, um fabricante americano de renome de pianos, em 1860.
Com o advento da Primeira Guerra Mundial, além do surgimento de novos adesivos, houve uma acentuada evolução na produção de lâminas e contraplacados, devido à utilização destes produtos na área militar.
A construção dos primeiros aviões também utilizou contraplacado e lâminas de madeira, e alguns deles foram bem famosos como o Fokker D. VII, um Biplano de combate da Primeira Guerra Mundial.

Com o fim da guerra, após 1918, os maiores consumidores de contraplacados foram a indústria moveleira e os estaleiros, estes últimos voltados para a reconstrução da frota mercante, o que ocasionou um grande crescimento na indústria de laminação.
O derradeiro impulso deu-se com o advento da Segunda Grande Guerra Mundial, com o desenvolvimento e automação dos sistemas de produção contínua, proporcionando uma gama crescente de produtos de qualidade superior e menores custos.
Durante o Conflito da Segunda Guerra, a indústria aeronáutica desenvolveu importantes projetos, sendo um dos mais destacados o De Havilland 98 Mosquito, aeronave de ataque inglesa, que possuía a característica de ter sua estrutura inteiramente confeccionada em madeira, e seu forro formado por um sistema semelhante a um contraplacado, com núcleo de madeira maciça, que proporcionava um conjunto muito estável, dispensando reforços adicionais. Estas características tornavam a aeronave menos vulnerável aos danos de combate, sendo seus painéis facilmente substituíveis quando necessário. De 1941 a 1945 foram produzidas 6.711 unidades, sendo que uma versão atingia velocidade máxima de 670 km/h.

Diversificação
A presente utilização dos produtos de laminação encontra-se bem diversificada, por exemplo, nas peças componentes de uma moderna casa de madeira (pisos, forros, paredes internas e externas, telhados...), na confecção de embarcações, na produção de embalagens especiais resistentes a exposição ao tempo, no fabrico de instrumentos musicais e desportivos, assim como na construção civil, que muito emprega o contraplacado, além de outras possíveis e prováveis aplicações.
Na actualidade, ocorre a tendência da globalização da economia mundial, ocasionando uma nova revolução industrial, compreendendo reestruturações e rápidas modernizações nas indústrias, a fim que estas se tornem aptas a produzir produtos com qualidade superior, a menores custos e uma maior competitividade no mercado internacional ISO9000, que logo será intensificada pela Norma ISO 14000.
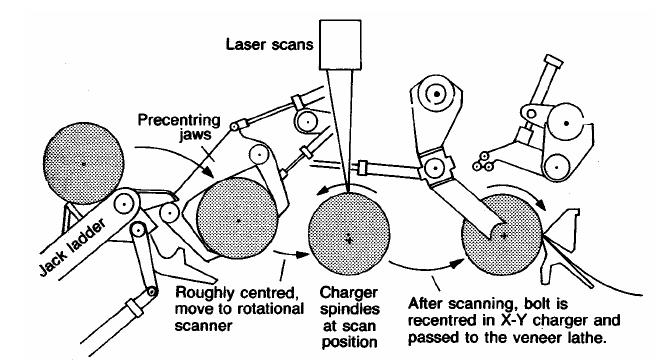
A indústria de laminação acompanha esta tendência modernizando os equipamentos e as técnicas, introduzindo modernas máquinas desenroladoras, capaz de processar toros de até 2 metros de diâmetros com velocidade de 600 rotações por minuto, controlo computadorizado, carregamento automático e centralizadores eletrónicos de toros, além do desenvolvimento do sistemas de medição óptica de toros, assim como modernas guilhotinas e secadores, entre outras tantas inovações.
 Quando a caixa de decantação chegar ao seu limite de capacidae, esta é limpa e o material retirado pode ser incinerado no forno da caldeira.
Quando a caixa de decantação chegar ao seu limite de capacidae, esta é limpa e o material retirado pode ser incinerado no forno da caldeira.




































 Desta maneira obtém-se os painéis ou placas de contraplacado, que se caracterizam pela sua grande resistência à flexão e às deformações por empeno, devido à disposição cruzada das fibras de camada para camada. Estes painéis são fáceis de trabalhar e tornam-se muito mais económicos do que a madeira maciça.
Desta maneira obtém-se os painéis ou placas de contraplacado, que se caracterizam pela sua grande resistência à flexão e às deformações por empeno, devido à disposição cruzada das fibras de camada para camada. Estes painéis são fáceis de trabalhar e tornam-se muito mais económicos do que a madeira maciça.




