Contraplacado - Processo de Fabrico
segunda-feira, 5 de abril de 2010
Em empresas de dimensão considerável, processo de produção de contraplacados inicia com a selecção de árvores, separando segundo diversos parâmetros de qualidade. Essas árvores são transformados em toros e, após aquecimento e laminação, são submetidos à secagem.
São aproximadamente 15 as etapas necessárias para a produção do contraplcado:
1. Os Toros são cozidos:
O cozer dos toros é o processo que precede a laminação dos mesmos. Tem como intuito amolecer as fibras da madeira, tornando-a mais flexível de forma a minimizar o surgimento de fendas, aumentando a resistência e a tracção perpendicular da madeira. A qualidade da lâmina tem uma relação directa com tempo e temperatura a que será sujeito.

Os toros permanecem armazenados em estufas aquecidas a vapor, de 6 a 8 horas com temperatura de aproximadamente 160°C.

2.Processo de Laminação:
Desenrolo
Após a etapa anterior, os toros entram no torno, ou desenrolador, que é o equipamento utilizado para a obtenção das lâminas contínuas através de cortes paralelos. O seu processo caracteriza-se por um processo de desenrolamento do toro, e as lâminas são alcançadas a partir de uma superfície curva.
No corte rotativo, 90% do folheado é aproveitado para folhas utilitárias e painéis estruturais.

Valores aproximados:
Velocidades de desenrolamento: 50 - 300 rpm
Produção: 30 -350 m/min
Tronco de pinheiro Ø 30 cm desenrolado ≈ 20 segundos

Centragem Toro
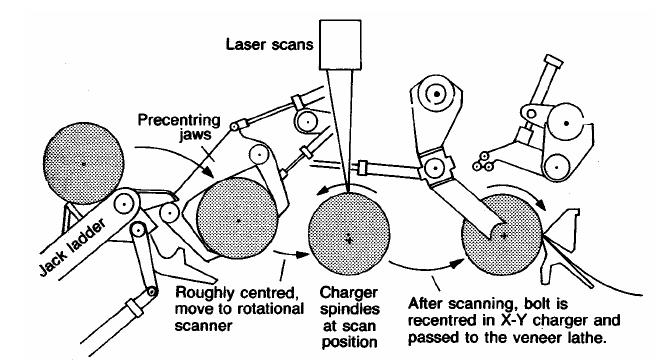
Geometria de corte

Barra de pressão
A barra de pressão comprime ligeiramente a madeira antes da entrada da faca.
É fundamental para uniformidade da espessura da folha menorizar o problema das fendas.

Pressão correcta, com compressão a 93% da espessura da folha.

Pressão insuficiente. Fendas grandes na face frouxa

Guilhutinagem

1 Madeira
2 Faca
3 Barra de pressão
4 Fixação da peça de madeira
5 e 6 Distâncias gume - barra de pressão
7 Ângulo de corte
Geometria de corte

Distâncias faca - barra de pressão
d1 vertical
d2 horizontal
P- Barra de pressão
K - Faca
Folheado (d = e)
Efeitos decorativos
Cortar folhas segundos vários planos para originar efeitos estéticos




3. Acerto das Lâminas:
Após a laminação, as folhas são transportadas para uma guilhotina que, através de cintas, são aparadas segundo medidas especificas para cada tipo de placa. São também separadas as lâminas para a produção, as que possuem resíduos da casca ou se encontram partidas. Após a separação são encaminhadas para um triturador, sendo utilizado como combustível para o funcionamento da Caldeira.


4. Secagem:
A secagem consiste num processo de retirada da água até um determinado teor de humidade, com consequências mínimas nos defeitos, no menor tempo possível e de forma metódica.
O objectivo da secagem das lâminas é ceder as condições adaptadas para a formação de painéis, onde durante a prensagem, a quantidade de humidade influencia a velocidade de solidificação do adesivo.
É de lembrar que quanto menor o teor de humidade da madeira, maior será a velocidade de cura ou solidificação do adesivo.
Secadores:
Câmaras metálicas
Comprimento 8-30 m
Largura ≤ 5 m
Secagem em contínuo
Controlo da temperatura, circulação do ar e velocidade do folheado 60-80º C
Transporte por rolos:
Contribui para aplanar o folheado, não sendo apropriado para folheado frágil.

 Secador de cinta
Secador de cinta

Secador de jacto de ar

Secador de tambor
Secador de tambores perfurados: Apropriado apenas para folheado fino: aderência por vácuo
feitos de secagem: Ondulação, fendas, manchas
 Um dos factores de maior importância na produção de contraplacados refere-se ao teor de humidade final das lâminas. Neste processo as lâminas passam por secadores, onde todo o processo se conclui-se em aproximadamente 20 minutos.
Um dos factores de maior importância na produção de contraplacados refere-se ao teor de humidade final das lâminas. Neste processo as lâminas passam por secadores, onde todo o processo se conclui-se em aproximadamente 20 minutos.
Secadores:
Câmaras metálicas
Comprimento 8-30 m
Largura ≤ 5 m
Secagem em contínuo
Controlo da temperatura, circulação do ar e velocidade do folheado 60-80º C
Transporte por rolos:
Contribui para aplanar o folheado, não sendo apropriado para folheado frágil.


Valores tipicos da tempera do ar de secagem: 80 - 110ºC

Secador de jacto de ar

Secador de tambor
Secador de tambores perfurados: Apropriado apenas para folheado fino: aderência por vácuo
feitos de secagem: Ondulação, fendas, manchas

5. Classificar as Laminas:
As lâminas são separadas de acordo com as suas características físicas. A classificação das lâminas refere-se ao uso das mesmas como capa ou contra-capa. Esta classificação é feita da seguinte maneira:
Classe A: Lâmina limpa sem nós ou falhas;
Classe B: Presença de nós com pequenos diâmetros;
Classe C: Apresentam poucos defeitos;
Classe D: Poderá apresentar algum tipo de defeito;

6. Colagem das folhas:
Este é o processo em que a lâmina recebe cola e/ou resina. A cola é preparada de acordo com as exigências de resistência do contraplacado e tipo de madeira que vai ser colocada. As principais matérias-primas empregues no processo de colagem são:
• Resinas Fenólicas WBP;
• Extensores (substâncias á base de amido ou proteína com alguma acção adesiva e que são adicionados na composição dos contraplacados);
• Água: Ajusta a viscosidade da cola pronta.



7. Montagem dos paineis:
A montagem é o processo em que são formadas as várias camadas do contraplacado. Essas camadas organizam-se de forma que as fibras de uma camada sejam perpendiculares às fibras, das camadas abaixo e acima desta. Usa-se um número ímpar de camadas, sendo que as folhas externas são chamadas de capas e as internas de miolos.




8. Assemblagem:
É o tempo de descanso dos painéis após a montagem. Esse descanso possibilita a permuta e a penetração da cola nas lâminas. O tempo mínimo para a assemblagem é de 40 minutos e o máximo é de 12 horas. Estes dados são fornecidos, geralmente, pelos fabricantes das resinas utilizadas.

9. Pré-prensagem:
Esta etapa consiste na prensagem a frio dos painéis logo após a montagem, para a transferência da cola das camadas internas. Neste processo evita-se a rápida secagem da cola aplicada.
10. Prensagem:
A prensagem é feita a quente por meio de mecanismos a vapor, onde os painéis ficam submetidos a aproximadamente 1min p/ milímetro a 130 graus para a cura da cola.
11. Reparação:
É a utilização de massa ou reparadores sintéticos para reparos de pequenos defeitos em painéis de contraplacados.
12. Maquinação:
É o processo em que as placas passam pela esquadrejadora, onde são feitos os acabamentos laterais.

13. Lixagem:
Os painéis contraplacados passam pela lixadeira com o intuito de alisar as faces das placas.
14. Acabamento:
Esta etapa consiste na aplicação de gesso para a cobertura de possíveis defeitos e reparos de nós e fendas.
15. Embalamento:

Etiquetas:
Contraplacado






1 Comentário:
Sou do Brasil. Muito interessante a explicação e demonstração da laminanação. No entanto, gostaria de saber quais outros tipos de resinas que são usadas?
Enviar um comentário